

Notre atelier
Découvrez les technologies de MEC
Nous possédons plusieurs équipements de pointe qui nous permettent de remettre à neuf les produits CNC de nos clients. Notamment, un tour hydride Weiler, un banc kessler, une machine tridimensionnelle Hexagon et plus encore !

WEILER E50 hybride lathe
Nous avons acquis le premier tour Weiler E50 au Québec. Cet équipement permet d'effectuer la réparation, l'entretien et l'usinage d'arbres et de roulements des produits CNC. De plus, il est doté d'une grande performance de contrôle et de qualité lors des opérations de tournage.
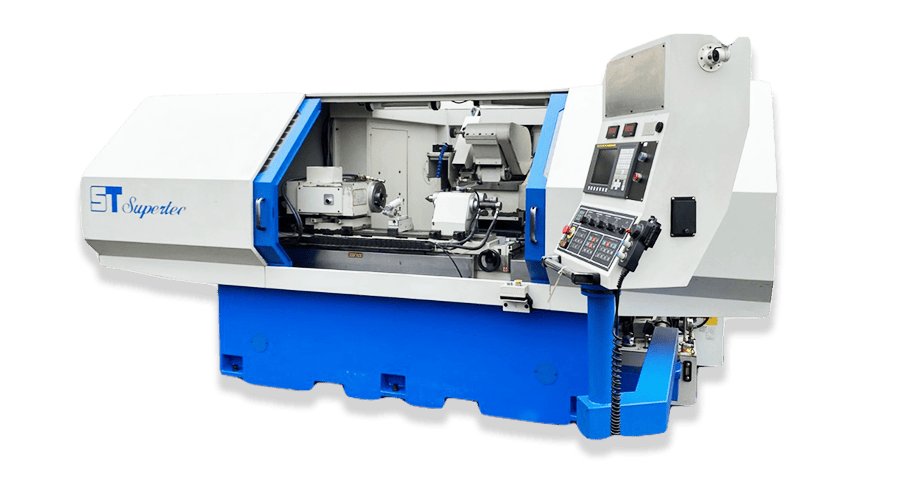
SUPERTEC CNC cylindrique
Cette machine rectifie les arbres et les cages à roulement des produits CNC. La tête de travail pivote à 30° dans le sens des aiguilles d'une montre et de 90° dans le sens contraire lors des opérations de meulage. La combinaison d'une broche active et morte octroie de passer rapidement d'un centre à un mandrin.

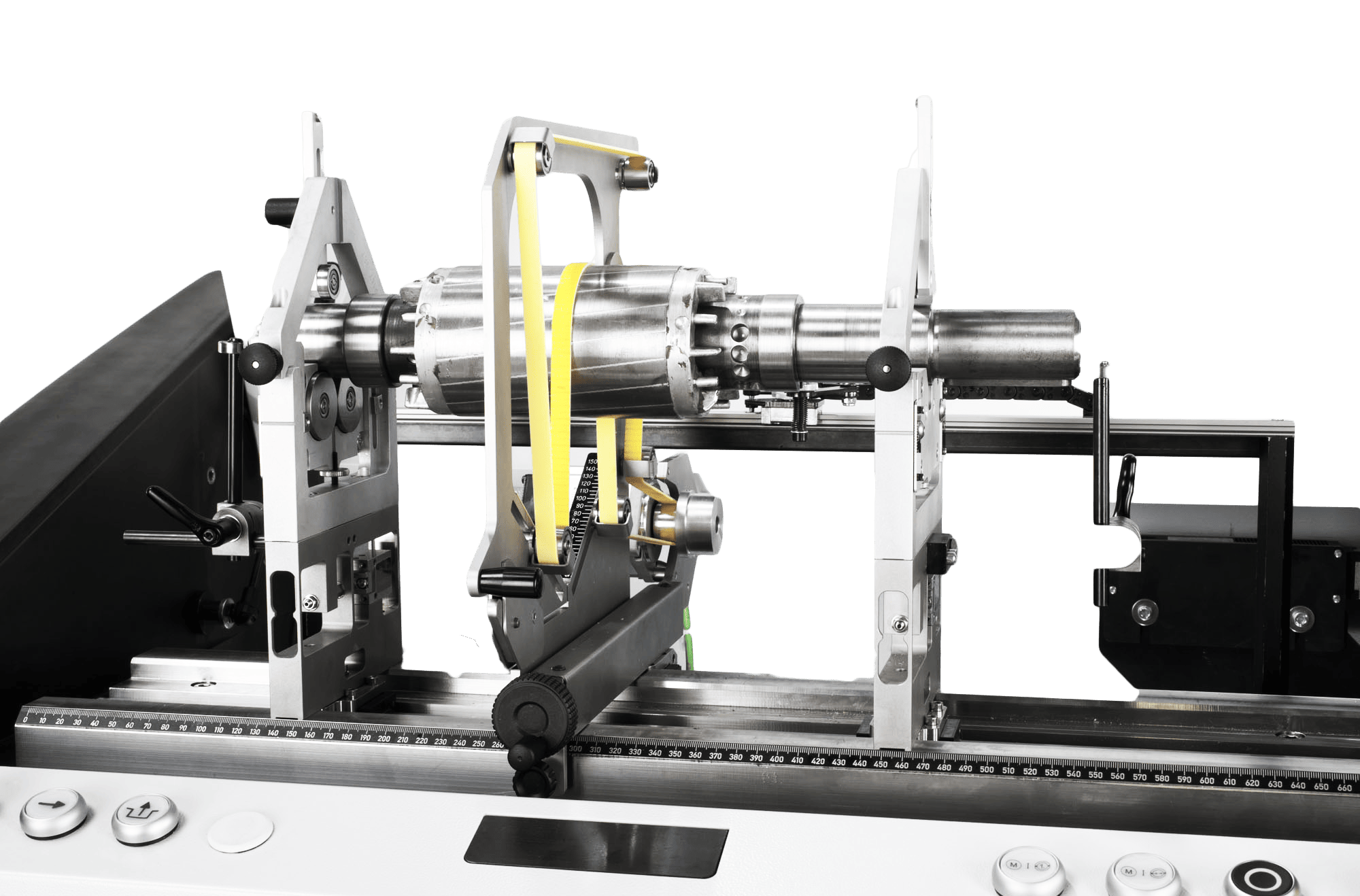
Banc de tests FRANZ KESSLER
Ce banc de tests est spécifiquement conçu pour roder les spindles FRANZ KESSLER. Il simule toutes les fonctionnalités d'une machine-outil CNC. Diverses données sont recueillies pendant la période de rodage telles que le niveau de vibration, la température et la vitesse.

CNC HURON 3 axes
Cet équipement usine un grand nombre de pièces des produits CNC dont les roulements et les cages à roulement. Les 3 axes offrent une performance d'usinage dynamique pour les changements rapides de direction et d'accélération. Il peut donc produire une grande variété de composants OEM de haute qualité.
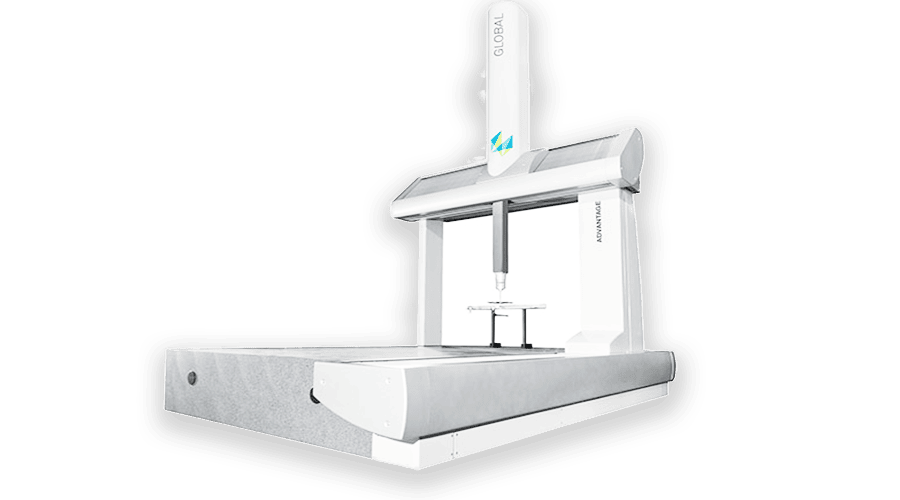
CMM HEXAGON
Cette machine mesure les pièces critiques des produits CNC sur les axes, X,Y et Z. Grâce à celles-ci, la pièce est mesurée avec précision sur tous les côtés. Il est possible d'obtenir un aperçu général des potentiels problèmes. La plupart du temps, les tolérances ne sont pas respectées sinon la forme de la pièce n'est plus appropriée.
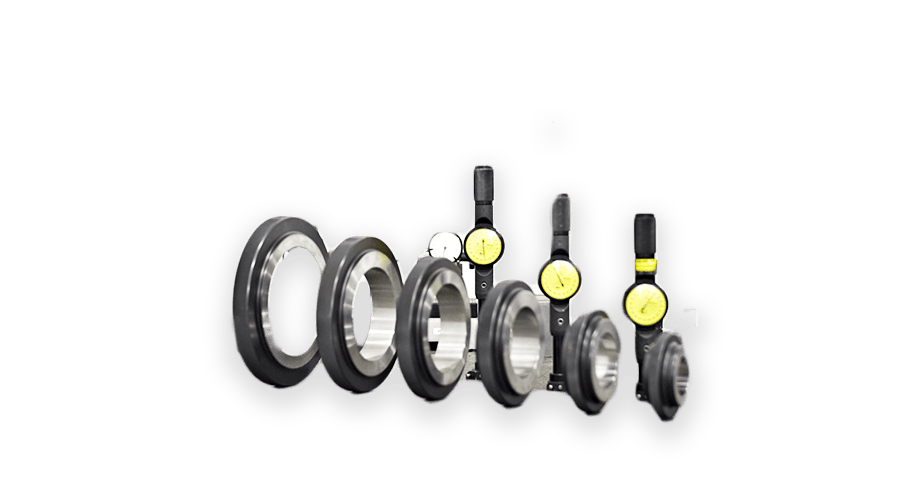
Outils de mesure haute précision
Chaque produit cnc est mesuré à l'aide d'outils de haute précision au cours du processus de réparation. Plus précisément, lors de l'étape des tests préliminaires et de l'assemblage final. Nos techniciens s'assurent que toutes les pièces respectent les tolérances du fabricant.
